

基于EVA的真空层压工艺
发布时间:2013-03-25 来源: solarzoom
本文摘要:EVA 是晶体硅太阳电池封装中应用最广泛的一种热熔胶,真空层压工艺就是针对EVA 的特性来设计的。这个工艺的主要目的就是使EVA 实现...
EVA 是晶体硅太阳电池封装中应用最广泛的一种热熔胶,真空层压工艺就是针对EVA 的特性来设计的。这个工艺的主要目的就是使EVA 实现最优程度的固化,并防止移位和气泡的产生。本文所关注的就是所有材料准备好了以后,放入层压机中层压的这一个具体过程。
一、EVA 的基本特性
1、固化温度。EVA 是一种热熔胶,即在常温下,EVA 是固体,没有粘性。当把EVA加热到一定温度时,EVA 会熔化粘结在与它接触的物体上。用于太阳电池封装的EVA 是专门设计的热固性热熔胶,即在加热熔融的同时会发生固化反应。当温度较低时,交联反应发生的速度很缓慢,完成固化所需要的时间较长,反之需要的时间就比较短。因此要选择适宜的层压温度,使EVA 在熔融中获得流动性,同时发生固化反应。随着反应的进行,交联度增加,EVA 失去流动性,起到封装的作用。
2、交联度。用于太阳电池封装的 EVA 在层压过程中发生了交联反应,形成了三维网状结构。通常,EVA 的交联度用凝胶含量来表示,凝胶含量是交联的EVA 占总的EVA 的重量百分含量。实验上的测定方法有很多,常用的是二甲苯萃取法。
二、 层压机和层压工艺
1、层压机。层压机是真空层压工艺使用的主要仪器,它的作用就是在真空条件下对EVA 进行加热加压,实现EVA 的固化,达到对太阳电池密封的目的。对于层压机来说需要设置的参数主要有四个:
(1)层压温度:对应着 EVA 的固化温度。
(2)抽气时间:对应着加压前的抽气时间。又因为抽气完成后就是充气加压的过程,所以抽气时间又对应着加压的时机。抽气的目的,一是排出封装材料间隙的空气和层压过程中产生的气体,消除组件内的气泡;二是在层压机内部造成一个压力差,产生层压所需要的压力(参见层压机的工作原理)。
(3)充气时间:对应着层压时施加在组件上的压力,充气时间越长,压力越大。因为像EVA 交联后形成的这种高分子一般结构比较疏松,压力的存在可以使EVA 胶膜固化后更加致密,具有更好的力学性能。同时也可以增强EVA 与其他材料的粘合力。
(4)层压时间:对应着施加在组件上的压力的保持时间,是整个过程中时间最长的一个阶段。抽气时间,层压时间和抽气时间之和就对应着总的固化时间。
2、层压工艺。层压工艺要达到的要求是EVA 交联度在75-85%;EVA 与玻璃和TPT粘合紧密(剥离强度,玻璃/EVA 大于30N/cm,TPT/EVA 大于15N/cm),电池片无位移,组件无明显的气泡。在具体操作上就是对主要就是对层压机的几个参数进行设置。这几个参数的设置要考虑到很多的因素。下面从理想状况和实际状况两个方面来介绍。
(1)理想的层压条件设置。图 1 是一个比较理想的层压过程中的参数设置。它的要点就是在较低温度下进行抽气,然后在较高的温度下使EVA 固化。这个过程大概可以分成三步:
a、开始阶段,层压机的温度保持在较低温度,EVA 熔化,有良好的流动性,但是交联速度很慢。真空泵对下室抽真空,于是组件内部的气体迅速并且很容易的被抽走。上室保持真空,组件不受压力。
B、EVA 固化阶段。层压机温度升高到一个较高温度,EVA 发生快速的交联反应。下室继续保持抽真空,及时排出固化过程产生的气体。同时上室充气,上下室之间的压力差使层压机中的橡胶层对组件施加压力。
C、结束阶段。EVA 固化完成。先是上室抽真空,撤去压力,然后下室充气,开盖。
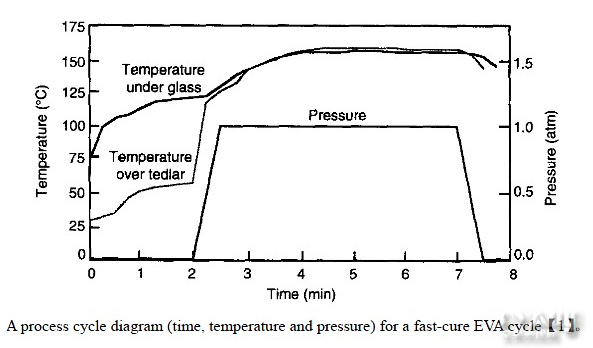
图1
分享到:
相关文章
- 一种基于模糊控制的光伏电池MPPT的设计方案2013-12-17
- 一种基于智能大电流锂离子电池的线性充电方案2013-12-17
- 基于电容器太阳能设计2013-11-04
- 一款基于MPPT技术来实现高效太阳能的充电方案2013-10-18
- 基于MCU的风光互补独立电源系统 2013-09-16
专题报道
- 第九届中国(无锡)国际新能源大会
-
 本届新能源大会以“新城镇、新能源、新生活”为主题,举办2017全球新能源产业峰会及“光伏+”跨界、绿色建筑、分布式市场营销等10场专业论坛,国家能源局新能源和可再生能源司...
本届新能源大会以“新城镇、新能源、新生活”为主题,举办2017全球新能源产业峰会及“光伏+”跨界、绿色建筑、分布式市场营销等10场专业论坛,国家能源局新能源和可再生能源司...











