

超软焊带的研究应用
发布时间:2013-01-23 来源: solarzoom
本文摘要:太阳能用电池片在焊接过程中会出现各种焊接缺陷,但是最常见的焊接缺陷应该是碎片,黑斑等现象。不论是手焊还是机焊,在焊接过程中碎片...
太阳能用电池片在焊接过程中会出现各种焊接缺陷,但是最常见的焊接缺陷应该是碎片,黑斑等现象。不论是手焊还是机焊,在焊接过程中碎片总是不可避免,因此焊接碎片率已经成为考核车间的一个重要指标。
太阳能组件要实现发电的功能必须将单片的电池连接起来使之形成一个整体,对于晶硅电池常用的连接方式是焊接。电池片在焊接过程中若是控制不当会造成一定的缺陷,这些缺陷在使用过程中有可能造成热斑,有时会严重影响组件的寿命甚至烧毁组件。焊接过程中最容易出现的缺陷为明显裂纹或者需要借助工具才可以看见的隐形裂纹。造成这种缺陷的因素主要是由于硅材料,银浆和焊带的热应力不匹配造成的。由于焊接过程中要经过瞬间冷却,温度从250℃左后迅速降到室温,急剧的温度变化会在焊带与电池片之间产生很大的应力,焊接结束后由于这种应力的作用会造成电池片的弓形,这种弓形在敷设、层压及以后的使用过程中很有可能发展成隐裂或者碎片。
消除热应力的方法有多种,如调整工艺,改变焊接方式等,但是调整工艺需要大量的实验数据而且结果重复性不好,改变焊接方式需要淘汰一些老的设备,而使用超软焊带工艺参数无需大的变动,对不同的设备适应性好,因此使用超软焊带相对于其他方法具有显著的优点。
一、实验
实验仪器:万能拉力机,自动焊接机,红外隐形裂纹检测仪,电阻率测试仪。
物理性能测试:首先使用使用微欧计测量不同焊带的电阻率,然后使用万能拉力机测试不同规格的普通焊带与超软焊带的拉伸性能。
热不匹配性试验:使用相同的焊接温度和焊接时间,用普通焊带和超软焊带焊接,对比电池的翘曲度。
自动焊接机焊接试验:固定几台焊接机分别使用普通焊带和超软焊带,统计焊接碎片率。
二、实验结果与讨论
1、基本物理性能测试
对于光伏用焊带,其物理性能一般只考虑断裂强度,断裂伸长率和电阻率。软焊带与普通焊带的基材没有改变,只不过是基材的处理方式不同而已,因此软焊带与普通焊带在拉伸强度和电阻率方面没有大的变化,图1 列出了几个厂家的普通焊带与超软焊带的数据。
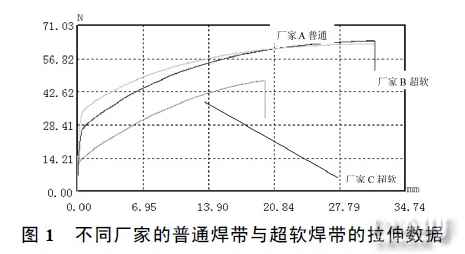
从图1 可以看出,普通焊带与超软焊带的断裂强度和断裂伸长率没有必然的联系。普通焊带(厂家A)与超软焊带断裂强度可以一样(厂家B),也可以不一样(厂家C),同样是超软焊带(厂家B 与C),断裂强度可以相差很大,因此焊带软与否并不影响其力学性能,该值的大小取决于不同厂家的生产工艺。
分享到:
相关文章
- 焊带对组件功率的影响2014-01-16
- 超软焊带的研究应用 2013-01-23
- 力控组态软件在光伏发电系统中的应用2012-11-23
专题报道
- 第九届中国(无锡)国际新能源大会
-
 本届新能源大会以“新城镇、新能源、新生活”为主题,举办2017全球新能源产业峰会及“光伏+”跨界、绿色建筑、分布式市场营销等10场专业论坛,国家能源局新能源和可再生能源司...
本届新能源大会以“新城镇、新能源、新生活”为主题,举办2017全球新能源产业峰会及“光伏+”跨界、绿色建筑、分布式市场营销等10场专业论坛,国家能源局新能源和可再生能源司...











