

太阳能电池组装工艺介绍
发布时间:2012-11-30 来源: OFweek太阳能光伏网
本文摘要: 工艺简介:在这里只简单的介绍一下工艺的作用,给大家一个感性的认识。1.电池测试 由于电池片制作条件的随机性,生产出来的电池性能...
工艺简介:在这里只简单的介绍一下工艺的作用,给大家一个感性的认识。
1.电池测试 由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效地将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。如果把一片或者几片低功率的电池片装在太阳电池单体中,将会使整个组件的输出功率降低。因此,为了最大限度地降低电池串并联的损失,必须将性能相近的单体电池组合成组件。
2.焊接 一般将6~12个光伏电池串联起来形成光伏电池串。传统上,一般采用银扁线构成电池的接头,然后利用点焊或焊接(用红外灯,利用红外线的热效应)等方法连接起来。现在一般使用60%的sn、38%的pb、2%的ag电镀后的铜扁丝(厚度约为100~200μm)。接头需要经过火烧、红外、热风、激光处理。由于铅有毒,因此现在越来越多地采用96.5%的铜和3.5%的银合金。但是利用这种合金焊接时,要求焊接温度不能过高,焊接的时间也不能过长,否则会导致焊缝晶体的长大,强度降低或电池碎裂。焊接接头之间应有良好的配合和适当的间隙,接头要光滑平整、牢固。要求串联的电池片间距均匀、颜色一致。
3.背面串接是将36片电池串接在一起形成一个组件串。目前一般采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将“前面电池”的正面电极(负极)焊接到“后面电池”的背面电极(正极)上,这样依次将36片串接在一起并在组件串的正负极焊接出引线。
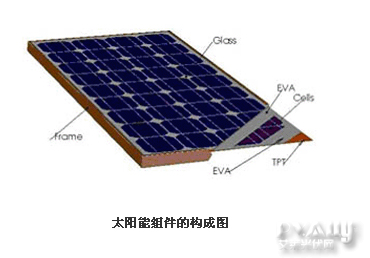
4.层压敷设 背面串接好且经过检验合格后,将组件串、玻璃和切割好的eva、玻璃纤维、背板按照一定的层次敷设好,准备层压。玻璃事先涂一层试剂,以增加玻璃和eva的黏结强度。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。敷设层次:由下向上:玻璃、eva、电池、eva、玻璃纤维、背板。
5.组件层压 将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出,然后加热使eva熔化将电池、玻璃和背板粘接在一起;最后冷却取出组件。层压工艺是组件生产的关键一步,层压的温度、时间根据eva的性质决定。使用快速固化eva时,层压循环时间约为25min。固化温度为150℃。要求层压好的组件内单片电池无碎裂、无裂纹、无明显移位,在组件的边缘和任何一部分电路之间的eva均无气泡或脱层通道,eva交联度良好。
分享到:
相关文章
- 太阳能高速公路离我们有多远?2015-07-01
- 2020太阳能宇宙飞船前往木卫二寻找生命迹象2015-05-28
- 宁波企业成功研发双面吸光太阳能电池 2015-05-28
- 黑洞?太阳能电池转换效率达22.1%!2015-05-22
- 国内首款太阳能电动大巴 续航250公里2015-05-14
专题报道
- 第九届中国(无锡)国际新能源大会
-
 本届新能源大会以“新城镇、新能源、新生活”为主题,举办2017全球新能源产业峰会及“光伏+”跨界、绿色建筑、分布式市场营销等10场专业论坛,国家能源局新能源和可再生能源司...
本届新能源大会以“新城镇、新能源、新生活”为主题,举办2017全球新能源产业峰会及“光伏+”跨界、绿色建筑、分布式市场营销等10场专业论坛,国家能源局新能源和可再生能源司...











