

六英寸内圆切割机的电气设计
发布时间:2013-07-10 来源: newmaker
本文摘要:本文提出了六英寸内圆切割机的简要发展趋势。并通过我公司设计逻辑控制实现该机中步进电机进给定位、液压比例阀控制油缸切割速度、线性...
本文提出了六英寸内圆切割机的简要发展趋势。并通过我公司设计逻辑控制实现该机中步进电机进给定位、液压比例阀控制油缸切割速度、线性编码器控制切割行程等,通过触摸屏进行参数设置和参数显示。并进行简要的计算,结果表明该设备设计的可实施性。填补国内大直径切割机的空白。
1.引言
在国内引进的六英寸内圆切割机中主要有瑞士的M&B公司和日本东京精密株式会社(TOKYO)两公司的内圆切割机机型。M&B公司以卧式机型为主,TOKYO公司以立式机型为主。在切片机主轴支撑方式上,M&B 公司以空气轴承为发展方向,TOKYO公司以滚动轴承和空气轴承两种形式发展。在国内内圆切割机研制中仅有信息产业部电子第四十五研究所。其内圆切片机机型在国内硅片切割行业应用的范围涵盖了从φ50mm到φ200mm硅片的切片加工。我公司生产的六英寸内圆切割机,仿制国外机型,采用立式机型,并采用空气轴承。加上我们的改进。生产出国内自主研创的大直径内圆切割机。
2.六英寸内圆切割机步进电机的进给控制
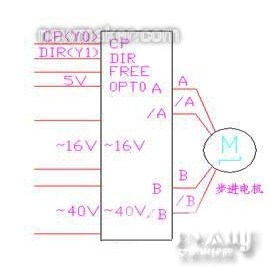
我公司生产的六英寸内圆切割机中央处理器选用三菱FX2n-64MT-001晶体管输出型系列PLC。控制步进电机带动滚珠丝杠的进给。步进电机采用北京斯达特公司生产的两相混合式步进电机34HS300D,配有步进电机驱动器SH-2H090M控制。六英寸内圆切割机的切割工艺中要求,片厚的要求很高,平行度、一致度要求很高,这就要求走片厚时精确度很高,采用两相混合式步进电机,其成本低,运行平稳。采用细分数,消除电机的低频震荡。提高了电机的输出转矩,同时提高了电机的分辨率。其步进脉冲,步进方向分别由PLC的专用脉冲数出口Y0,Y1控制,输出到步进电机驱动器的CP和DIR口。接口控制线路如下图:
其步进距离计算过程如下:如设置切割片厚为D516(PLC数字单元)单位为mm,两相步进电机的步距角为0.9°/1.8°设定细分数为10,其细分后步距角为1.8°÷10=0.18°则步进电机旋转一圈所需要的脉冲数为360°÷0.18°=2000脉冲,进给采用步进电机带滚珠丝杠传动。步进电机转一圈,滚珠丝杠对应转一圈,滚珠丝杠螺距为4mm,那么1mm对应的步进电机脉冲数为2000÷4=500,片厚D516为两位带小数值,所以D516对应用步进电机的脉冲数为D516*K5。
其步进速度计算过程如下:设置速度为D520(PLC数字单元)单位为mm/min,D520÷K60换算为单位mm/s。步进电机1mm对应的脉冲数为500,对应D520速度下一秒钟步进电机所需的脉冲数为D522*K500。那么脉冲周期T=1/d522*K500。则脉冲频率F=1/T=D522*K500。
3.六英寸内圆切割机切割行程的控制
我公司生产的六英寸内圆切割机切割过程分为几个部分,一是空切的行程,二是入口段的行程,三是切割中间段的行程,四是切割出口段的行程。因为切割过程中,每一段切割过程中,晶体的切割面积不同,所以晶体切割过程中受力大小是实时变化的。所以根据切割工艺每个切割行程所用的速度是不定的。通过线性编码器的检测监控,来确定每一段的行程所需要的速度。将直线编码器的两相分别接入PLC的X00,X01口,通过专用高速计数器C235(x0口配置的专用高速计数器编号)进行计数。我公司选用的编码器的脉冲精度为0.02mm/脉冲。通过设定的切割行程除以脉冲精度,即为高速计数器所需计数的值。当计数值到达后,进行下一个切割过程同时复位计数器C235即可。下一个行程重新起动高速计数器C235。从此控制每一段行程,为整个切割过程的使用不同速度提供信号。
4.六英寸内圆切割机切割速度的控制
我公司生产的六英寸内圆切割机切割速度,是由两位比例流量阀配以比例放大器,控制切割的速度。同时线性编码器检测速度,实现闭环控制。实时调节流量阀的流量大小。以达到与设定相同的速度。具体的配线图如下图
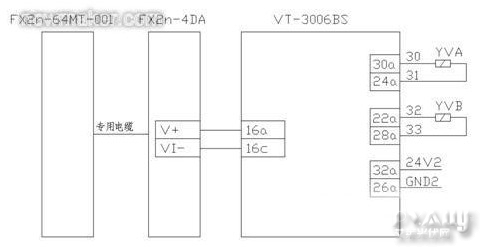
通过PLC模拟量模块FX2n-4DA,将0~±10V差动电压信号,从16a和16c两端输入,即可控制电磁铁A或B。比例放大器为直流24V供电。正电压控制电磁铁B,负电压控制电磁铁A。在这里特别注意的是:0~±10V差动电压信号是相对16a和16c而言,16a和16c切勿和放大器的任何端子相连接。同时放大器面板上设有调整斜坡时间电位器。如果系统不需要延迟时间,可将电位器逆时针旋到底。当放大器开始运行后,设定的速度与线性编码器(通过可编程控制器SPD脉冲密度指令),检测出单位时间的脉冲量,计算出油缸的实际速度。若实际速度入大于设定速度,则将可编程控制器的0~±10V电压值降低。若实际速度入小于设定速度,则将可编程控制器的0~±10V电压值升高。从而实现了,切割过程中的闭环控制。调试过程中,可根据经验给定一个近似的电压来找出设定所匹配的速度。减少摸索时间。这与工艺参数有密切的关系。电磁阀在调试过程中出现阀芯震动的现象。这是因为阀内的空气造成的,这时起动液压回路,打开放气螺钉,使阀芯往复运动,直到把气排净工作正常为止。
5.六英寸内圆切割机触摸屏控制
我公司生产的六英寸内圆切割机触摸屏选取Eview公司的5.7英寸彩色系列产品,该产品使用寿命长,而且安全可靠。其通过专用的RS232数据线同PLC进行数据传输。该触摸屏显示器主要设定显示六英寸内圆切割机切割过程中参数。主要功能有以下几个方面:
切割片厚值的设定、切割片数值的设定、切割各段速度值的设定、切割各段行程值的设定、切割总片数值的显示、剩余未切片数的显示、各行程检测开关状态显示等。
触摸屏是使用者通过参数设定将工艺等参数写入PLC。是人机交互的桥梁。这些需要设定、显示的参数通过专门的软件进行设计,软件组织好后,下载到触摸屏中,进入运行模式后即可进行运行状态。
6.结束语
我们通过设计六英寸内圆切割机,生产并根据客户的反映,使其填补了国内空白,替代了进口产品。我们还会继续研究,根据工艺要求,提高机器的可靠性,通过设计六英寸内圆切割机为我公司开发生产大直径晶体的内圆切割机积累了更多的经验。(作者:李捷、李宝玉、薛安定)
分享到:
相关文章
- 六英寸内圆切割机的电气设计2013-07-10
专题报道
- 第九届中国(无锡)国际新能源大会
-
 本届新能源大会以“新城镇、新能源、新生活”为主题,举办2017全球新能源产业峰会及“光伏+”跨界、绿色建筑、分布式市场营销等10场专业论坛,国家能源局新能源和可再生能源司...
本届新能源大会以“新城镇、新能源、新生活”为主题,举办2017全球新能源产业峰会及“光伏+”跨界、绿色建筑、分布式市场营销等10场专业论坛,国家能源局新能源和可再生能源司...











